Espesor
Para medir el espesor, ya sea en superficies anodizadas como pintadas, se utiliza un medidor de micrones según normas iso 2360 o iram 60904. En pintura, las normas determinan un objetivo promedio de 60 µm, en anodizado, el espesor de la terminación Natural puede ser de 10, 15 0 20 micrones según demanda de cliente o de 15 mic colores medios o 18 mic para el caso del negro.



Control de Sellado
Se trata de la etapa final del proceso de anodizado. De la calidad del mismo dependerá la durabilidad del producto.
Según normas IRAM 60909 o Normas Europeas EN 12373. Se ataca la probeta con una solución ácida procurando dañar el sellado y abrir los poros del aluminio anodizado. Luego se le aplica un colorante y se lo enjuaga. Por último, se compara con una tabla patrón. Cuanto menos coloración presente el perfil en esa zona mejor calidad de sellado tendrá. El resultado esperado por TDA Anodizado es que no se aprecie color alguno. Nuestro proceso cumple con la norma.



Dureza de superficie
Según normas ISO 15184. Se mide con un lápiz de una determinada dureza. Se busca dañar la superficie. De acuerdo a la dureza del lápiz y a la resistencia del anodizado al mismo, se determina su grado de dureza. Nuestro anodizado logra 6H de dureza, el máximo de la norma.
Resistencia a la abrasión
Según norma British Standard (BS) 6161. Se somete una probeta Anodizada a una máquina abrasiva estandarizada. La probeta debe soportar 400 “ataques”, “raspajes” conocidos como cíclos. Nuestro proceso cumple con la norma.
Resistencia al envejecimiento
Según norma ISO 1134. Se somete una probeta Anodizada a una luz especial de xenón durante 800 horas. Se busca decolorar u opacar la superficie. Nuestro proceso cumple con la norma.
Corrosión:
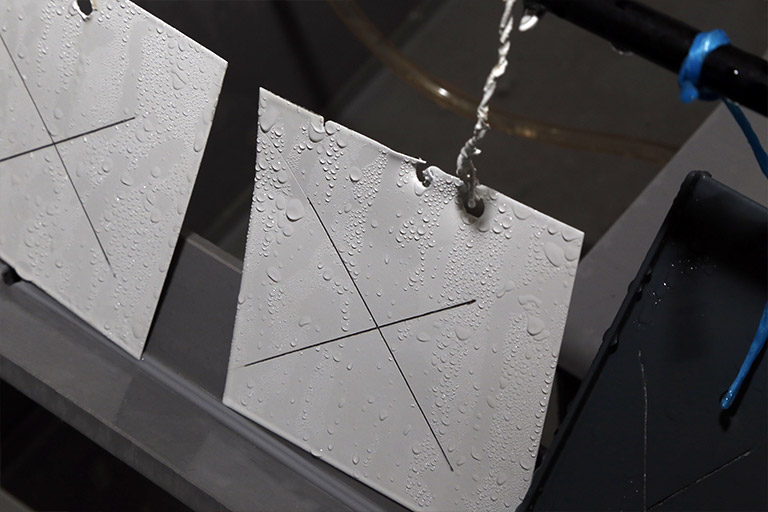
Niebla salina: (Anodizado y pintura)
Según norma ISO9227 o ASTM B-117. El ensayo de niebla salina (o niebla salina acética) es un ensayo destructivo de control de resistencia a la corrosión. Se realiza colocando una probeta con un corte en cruz dentro de una cámara hermética con temperatura y niebla controlada. Dicha niebla se genera con una solución salina, puede o no ser ácida que acelera el proceso de corrosión. Para ser aprobadas, las probetas no deben presentar avance de corrosión desde el corte en cruz, después de 1000 horas para niebla salina acética y 2000 para niebla salina neutra. Nuestros procesos cumplen con la norma.
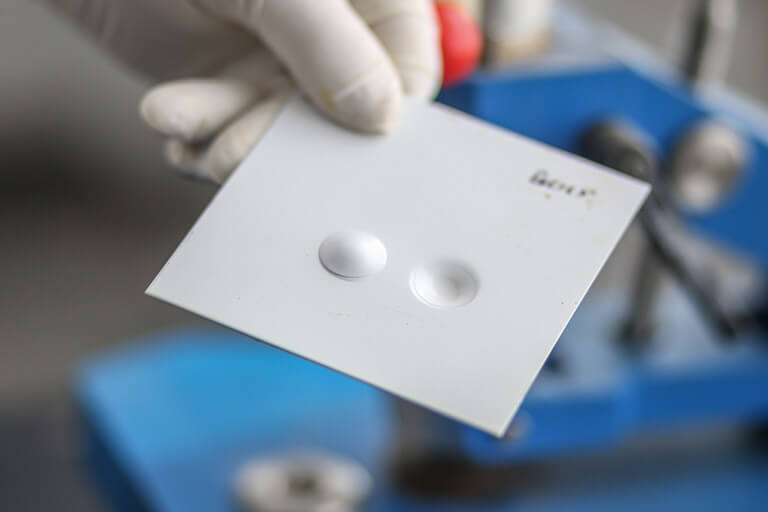
Test de Machu: (Pintura)
Según normas Qualicoat 17/TC 13.11.13 El test de Machu es un ensayo ultra acelerado de corrosión (estimativamente 20 veces más rápida que el ensayo de Niebla Salina). Permite evaluar rápidamente la resistencia a la corrosión del aluminio pintado. Las condiciones de ataque son muy severas y consisten en sumergir el perfil (o chapa) de aluminio pintado, marcado con línea o cruz, en una solución salina acética oxidante a 37ª temperatura. Se evalúa el avance de la corrosión desde el corte a las 24 y 48 hs. No debe presentar avance de corrosión en la mencionada línea o cruz. Nuestro proceso cumple con la norma.



Impacto
Según normas ISO 6272 Colocamos la probeta en un impactómetro en donde una pesa de 1 kg debe impactar a 2,9 (Nm) newton metro. La pintura no debe desprenderse y el anodizado no debe dañarse. Nuestros procesos cumplen con la norma.


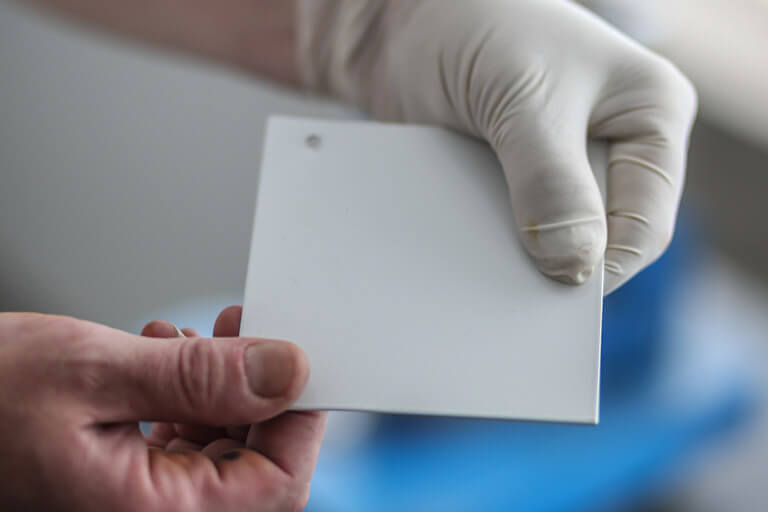
Adherencia
Según norma ISO 2409. Sobre una probeta ya procesada y pintada, aplicamos un cúter especial (crosshatch) y efectuamos un raspaje en forma de cruz, lo suficientemente profundo como para cortar la pintura y observar el aluminio. Luego, se le aplica una cinta engomada certificada. El resultado esperado es que la pintura se mantenga adherida al aluminio. Nuestro proceso cumple con la norma.



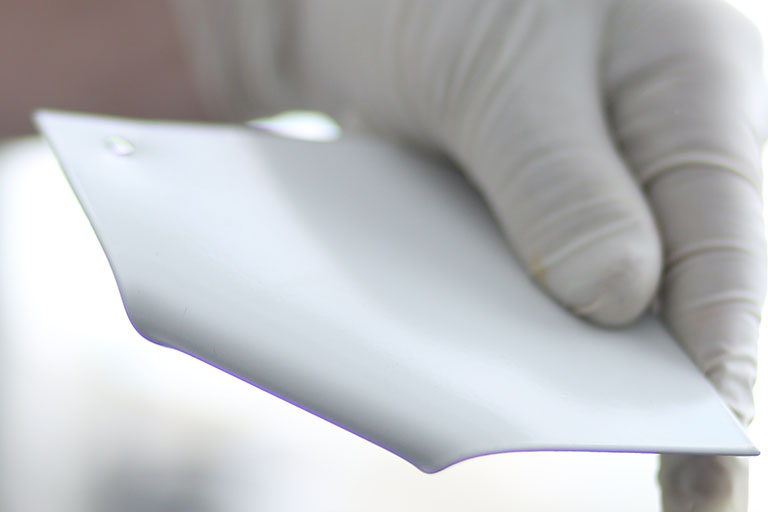
Elasticidad
Según norma ABNT NBR 14615. En este paso, ponemos a prueba la elasticidad de la pintura. Se dobla la pieza en un extremo. Si la calidad es correcta, no debe haber ningún desprendimiento de pintura.Nuestro proceso cumple con la norma.

Peso de capa:
Se controla con FRX (frecuencia quincenal)
La medición más precisa del peso de capa se realiza midiendo vía fluorescencia de rayos X la concentración de titanio depositada sobre la superficie del aluminio. Para ello se utiliza un Espectrómetro de Fluorescencia de rayos X dispersivo en energía (EDX), equipo de última generación que además permite además conocer la composición química de la superficie del metal base entre otras cosas. Este procedimiento es además compatible con el estudio de superficie en caso de fallas.
Curado de pintura
Técnicamente conocida como polimerización.
Según norma ABNT NBR 14947. Se embebe un algodón con un solvente especial y se lo frota durante 1 minuto sobre la superficie a controlar. La pintura no debe desprenderse del material. Nuestro proceso cumple con la norma.
